Silový elektrický obvod spottera už dávno prešiel fázou vývoja, experimentovania a používa sa na narovnávanie áut rôznymi spôsobmi. Po získaní skúseností s prístrojom vyvstala otázka automatického ovládania prevádzkových režimov prístroja s presnejšími nastaveniami a potrebnými ochranami. Spoter s režimom a spotter ako zváračka na prácu s elektródou musí mať rozdielne trvanie a silu impulzu. Zvárací bod môže byť slabý alebo príliš silný, čo spôsobí ďalšie ťažkosti pri oprave auta.
Foto 1. Spotter je nevyhnutný pre karosárske práce.
Hlavnými parametrami, ktoré vyžadujú presné nastavenie pre kvalitný výsledok práce, je sila impulzu a jeho trvanie. Navrhovaná schéma vám umožní vybrať a uložiť nastavenia parametrov v režime zváracieho stroja aj pri bodovom zváraní.
Obvod je zostavený na troch doskách a pozostáva z dvoch funkčných častí:
- Doska, na ktorej je umiestnený napájací zdroj. Vzhľad je možné vidieť na fotografii 1.
- Dve dosky, z ktorých jedna obsahuje ovládač a druhá s prepínacími tlačidlami a štvormiestnym indikátorom.
Napájací zdroj a jeho obvod
![]()
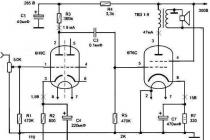
Napájací obvod je znázornený na obr.1. Bežne sa dá rozdeliť na tri zložky:
- napájací obvod primárneho vinutia znižovacieho transformátora;
- zostupný transformátor;
- sekundárne vinutie s diódovým mostíkom a stabilizátorom napätia.
V obvode primárneho vinutia transformátora je inštalovaný sieťový filter, ktorý sa zvyčajne používa v spínaných zdrojoch. Tu sa používa na ochranu čipu regulátora pred impulzmi generovanými v sieťovom napätí počas prevádzky spottera.
Pri prevádzke zo siete 220 V je možné použiť akýkoľvek transformátor s napätím 220 V/24 V. Pri prevádzke zo siete 380 V je potrebné použiť príslušný transformátor a sieťový filter.
K sekundárnemu vinutiu je pripojený diódový mostík s vyhladzovacími kondenzátormi a regulátor napätia na čipe LM2574. Z výstupu mikroobvodu je na výstupný konektor X1 cez obvod LC filtra privádzané menovité napätie 5 V na elimináciu vysokofrekvenčného rušenia. Spojovacie vedenia označené bodkovanou čiarou by mali mať minimálnu dĺžku a mali by byť umiestnené čo najbližšie k druhej vetve čipu IC1.

Obrázok 1. Schéma napájania.
Napätie na svorke 1 konektora X1 používa regulátor na určenie nulovej úrovne.
Napätie zo svorky 7 konektora X1 sa používa na spustenie regulátora s kladnou polvlnou sieťového napätia.
Samostatne vyrobený obvod, pri absencii chýb v zostave, začne pracovať bez ďalších nastavení. Prítomnosť 5V bude ovládať LED1.
Štartér K1 je určený na pripojenie sieťového napätia pri zopnutom spínači S1.
Namiesto toho môžete použiť istič s ochranou požadovanej hodnoty alebo pripojiť napätie priamo, ak sú v napájacej sieti poistky.
Späť na index
Výkonový tyristorový kontrolný bodový zvárací spotter

Foto 2. Vonkajší pohľad na dosku riadiacej jednotky s ovládačom.
Na ovládanie výkonového tyristora alebo triaku slúži čip MOS3052. Táto séria mikroobvodov je špecializovaná na použitie v zariadeniach tohto typu a pri výmene za analógy. V tomto prípade je potrebné starostlivo vyhodnotiť technické vlastnosti navrhovanej možnosti.
Pri napájaní obvodu zo sieťového napätia 380V je potrebné použiť triak typu BTA40 - 800v, resp. prevádzkové napätie kondenzátora C11 je 630V, ochranné varistory R14 a R15 typu 20D241. Ak chcete nainštalovať triak, musíte použiť radiátor. Konštrukcia prvku je bezpečná a nemá spojenie s chladičom. Na reguláciu teploty je vhodné inštalovať na radiátor termostat s teplotou rozopnutia kontaktov 60-80°C. Výkonový transformátor môže byť vybavený podobným ovládaním. K regulátoru je možné pripojiť alarmový signál z termostatov, ktorý zastaví prevádzku, keď teplota prekročí povolenú teplotu, pričom príslušný signál sa zobrazí na indikátoroch.
Pre vysokovýkonné spottery možno odporučiť iný variant obvodu tyristorového riadenia. Využíva tyristory typu 70TPS12, ktoré sú riadené optočlenmi MOS3052. Tyristory tohto typu sú elektricky spojené s chladičmi a musia byť namontované na samostatných chladičoch alebo s dielektrickými rozperami.
Späť na index
Riadiaci obvod s blokom indikátorov bodového zvárania

Obrázok 2. Schéma riadiacej jednotky pre spottera.
Vzhľad dosky riadiacej jednotky s ovládačom je znázornený na obrázku 2.
Na fotografii je znázornený vzhľad bloku indikátorov s ovládacími tlačidlami bez ozdobného panelu. Indikačný panel s tlačidlami a nainštalovaným ozdobným panelom je zobrazený na ďalšej fotografii 3.
Riadiaci obvod má minimum pomocných prvkov. Všetky procesy sú riadené mikrokontrolérom AtMega 16 inštalovaným vo verzii DIP. Prvok výrobcu Atmel má nízku cenu a veľký počet kolíkov. Ovládacie zariadenie vám umožňuje používať vstupné a výstupné signály na ľubovoľných kolíkoch mikroobvodu, takže doska je maximálne zjednodušená. Okrem možností konfigurácie je ovládač vybavený veľkokapacitnou operačnou a energeticky nezávislou pamäťou atď. V riadiacom obvode spottera sú jeho schopnosti využité asi na 20 %.
Späť na index
Stručný popis práce bodového zvárania spotter
Schematický diagram riadiacej jednotky je znázornený na obrázku (obr. 2). Po pripojení napájacieho napätia sa načítajú údaje uložené v energeticky nezávislej pamäti pre prvé tlačidlo. Indikátor zobrazuje informácie vydané ovládačom. Paralelne s výstupom informácií je monitorovaný stav tlačidiel, pri zistení spusteného tlačidla sa spustí príslušný podprogram. Informácie na hodnotiacej tabuľke sa aktualizujú v súvislosti s novou žiadosťou.
Pri každom stlačení kontaktov tlačidla zaznie zvukový signál, jeho absencia znamená poruchu alebo zamrznutie ovládača.

Foto 3. Panel indikátorov Spotter.
Pomocou tlačidiel môžete zvoliť požadovaný prevádzkový režim, nastaviť požadované parametre impulzu. Zvolený režim je možné uložiť do pamäte pre neskoršie použitie.
V režime Run funguje ovládač nasledovne:
- Indikátory zhasnú, regulátor sleduje úroveň napätia na pine AIN1.
- Keď napätie klesne na nulu, počítadlo sa spustí s nastavenou periódou pauzy.
- Na konci odpočítavania je vydaný príkaz do tyristorového (triakového) riadiaceho čipu. Proces sa opakuje pri každom cykle sieťového napätia, aby sa využila iba kladná polovica cyklu. Toto zlepšenie zabraňuje režimu magnetickej saturácie železa.
Sieťové napätie je riadené reťazovo od zdroja, cez kontakt konektora X-1 až po kontakt ovládača SIN. Prvky VR2 a Q2 korigujú tvar vlny. Napätie na otvorenie triaku sa privádza na konektor X3, kolíky 1 a 2.
Verzia 3.1
Verzia pre XX prúdy nepresahujúce 2 A!! (verzia 3.2 je spoľahlivejšia a pracuje s xx testovanými prúdmi od 0 do 20A)
Verzia na (twist) variabilných rezistoroch - nastaviteľná doba oneskorenia, výkon, doba impulzu. Tlačidlom sa prepína automatický alebo manuálny režim.
Súbory s popisom atď. v prilohe.
Atmega 8 len v balení TQFP ..... v DIP to nepôjde lebo v dipe nie sú vstupy ADC6 a ADC7
272,1 tis 1383 stiahnutí

Verzia 3.2
Vylepšená verzia 3.1, Dokáže merať napätie impulzu, obvod a kabeláž zabezpečuje aj meranie prúdu impulzu, ale ešte nebol naprogramovaný. (nemôžete vytvoriť obvod merania napätia)
Programové nastavenie automatického štartu. V prílohe je fotografia hotového ovládača.
Na videu obsluha ovládača a nastavenie autoštartu. Merač na MK Attini 85 je možné nahradiť Attini 25, 45.
602,07 tis 2048 stiahnutí

Verzia 2.5
Pre verziu 2.5.1 ----
Na displeji -
Q=…. - výkon (uhol vypnutia je nastaviteľný .... 10 - 100%)
t1=…. – čas oneskorenia (nastaviteľný od 0 do 5 sekúnd v krokoch po 0,1 sekundy)
t2=…. – čas zváracieho impulzu (nastaviteľný od 0,1 do 5 sekúnd)
t3=…. - čas medzi impulzmi (0,1-5 s)
N=…. - počet impulzov (od 1 do 5)
Teplota triaku (v menu je vopred zadaná teplota zapnutia ventilátora a teplota vypnutia pri prehriatí triaku)
Pre opustenie menu nastavení je potrebné stlačiť a podržať tlačidlo ">>" (na schéme), v menu sa nastavuje teplota pre zapnutie chladiaceho ventilátora, teplota tepelnej ochrany (vypnutie), doba zotavenia (pripravenosť na ďalší proces po skončení predchádzajúceho a zapnutie a vypnutie zvuku .Pridané aj nastavenie autoštartu - manuálne a automatické.
Po pripojení napájania sa vykoná výzva na zatvorenie sekundárneho zdroja napájania - ak je sekundárny zatvorený, ovládač sa zablokuje - na jeho odomknutie je potrebné zodpovedajúcim spôsobom otvoriť sekundárny prvok, ale ak to nemožno urobiť pre konkrétne dôvodov, potom je potrebné stlačiť a podržať tlačidlo "ŠTART", kým nezaznie signál .... potom regulátor prejde do normálneho prevádzkového režimu.
Zapojenie riadiacej jednotky pre SMD, výkonovej jednotky pre DIP.
Ako zdroj energie v pohonnej jednotke sa používa upravený elektronický transformátor. Na podsvietenie displeja slúži modul DC-DC Step_Down s nastaviteľným výstupným napätím.
Možnosti stravovania môžu byť akékoľvek.
Priložené sú dva hexadecimálne súbory - pre ruskú verziu a anglickú verziu.
652,68 tis 1287 stiahnutí
Skrytý text
Aktualizácia firmvéru (24. 4. 2016) z verzie 2.5 na verziu 2.5.1 (schéma nezmenená)
Do ponuky boli pridané nastavenia automatického a manuálneho automatického spustenia.
9,82 tis 810 stiahnutí
Skrytý text
(((Aktualizované 12.05.2016))) Nová verzia firmvéru (verzia 2.5.2) - supervízor MCP131T-450 môžete vylúčiť z okruhu. Ak sa záznam nastavení pri vypnutí napájania neuloží, potom je potrebné zvýšiť kapacitu kondenzátora pre napájanie VCC na 1000 - 2000 mikrónov. .... Blikajúca LED "Start" po vypnutí napájania indikuje, že nahrávanie bolo urobené.
Pojem "spotter" v tomto článku označuje inštaláciu bodového zvárania, používaného predovšetkým motoristami a výrobcami karosérií, na rýchle bodové zváranie rôznych pomocných prvkov karosérie, ako sú podložky, háky, drôt atď. kreslenie a vyrovnávanie povrchu.
Bodové zváranie je založené na princípe uvoľňovania tepla na prechodovom odpore kontaktujúcich zváraných prvkov. Úlohou spottera je preto po stlačení príslušného tlačidla na „pištoli“ dodať do miesta zváraného kontaktu silný prúdový impulz (I=800..1200A, U=5V). Pri bodovom zváraní je potrebné kontrolovať trvanie impulzu (zvyčajne nepresahuje 0,5 s). Ďalej v článku sa bude brať do úvahy princíp činnosti napájacieho obvodu, obvodu a princípu činnosti časovača.
Pomerne bežným obvodom pre výkonovú časť domáceho transformátora je obvod znázornený na obrázku 1.
Obrázok 1 - Schéma výkonovej časti.
Ako je zrejmé z diagramu, spínanie sa vykonáva tyristorom na strane primárneho vinutia výkonového transformátora. Môžete použiť aj triak, potom nebude potrebný diódový mostík. Pre nastavenie trvania prúdového impulzu na výstupe je potrebné udržiavať napätie na riadiacej elektróde tyristora po príslušnú dobu (trvanie výstupného impulzu). Majte však na pamäti, že aj keď je riadiace napätie už odstránené, bežný nešokový tyristor sa nezatvorí, kým ním prechádzajúci prúd neklesne pod prídržný prúd (v tomto obvode prúd dosiahne nulu 100-krát za sekundu). Najjednoduchší spôsob ovládania tyristora je RC obvod s nastavovacím odporom (na zmenu časovej konštanty) a dobíjanie kondenzátora z prídavného zdroja nízkeho napätia. Táto metóda sa však ďalej neuvažuje.
Pre presnejšie nastavenie trvania bol vyvinutý jednoduchý časovač založený na ovládači ATtiny2313. Trvanie impulzu je regulované dvoma tlačidlami a môže nadobúdať hodnoty od 0,01 s do 0,5 s s rozlíšením 0,01 s. 7-segmentový displej zobrazuje čísla zodpovedajúce zadanému trvaniu v stotinách sekundy. Ale vzhľadom na vyššie opísanú vlastnosť neblokujúcich tyristorov sa skutočné trvanie výstupného impulzu môže líšiť od špecifikovaného až o 10 ms (jeden polcyklus). Schéma spottera s riadením mikrokontrolérom je na obrázku 2.

Obrázok 2 - Kompletná schéma spottera.
Položky označené *
na Reset nohe nie sú potrebné, ale je vhodné ich nastaviť, aby sa znížila pravdepodobnosť falošných resetov z dôvodu možných snímačov na tejto nohe. Keďže zapojenie dosiek je vyrobené pre jednovrstvový textolit, niektoré anódy rovnomenných segmentov dvoch číslic LED indikátora sú prepojené prepojkami zo strany koľajníc.
Schéma funguje nasledovne. Po privedení napájania do riadiaceho obvodu začne vykonávanie programu regulátorom od okamihu, keď je kondenzátor na vetve Reset nabitý na napätie logickej jednotky. Po spustení ovládač vykonáva funkcie dynamickej indikácie a pollingu tlačidiel. Tlačidlá sú vyvolané časovačom približne 4-krát za sekundu. Keď stlačíte pulzné tlačidlo na „pištoli“ (označené bodkovanou čiarou), na nohe PD2 sa objaví logická jednotka (5V), jednotka sa odoberie po uplynutí stanoveného času, ktorý sa zobrazí na LED indikátore ako stotiny druhý. Signál z výstupu mikrokontroléra je zosilnený prúdom opakovačom na KT972, keďže na ovládanie použitého optotyristora TO142-80 je potrebné do jeho vnútornej LED dodať prúd minimálne 120 mA. Optočlen typu tyristora bol zvolený z dôvodu jednoduchosti organizácie galvanického oddelenia riadiacich obvodov od silových obvodov. Vo firmvéri regulátora sú implementované dva prevádzkové režimy: pulzný (štandardne) a nepretržitý. Voľba režimu, nastavenie trvania (viac/menej) sa vykonáva tromi tlačidlami. V nepretržitom režime závisí trvanie riadiaceho signálu tyristora od trvania stlačenia tlačidla na pištoli.
Na vysvetlenie činnosti výkonovej časti je na obrázku 3 znázornený zjednodušený diagram. Obrázok 4 zobrazuje časový diagram silového obvodu s aktívnou záťažou a ideálnym tyristorom (čas zapnutia = 0, pokles napätia v stave = 0).

Obrázok 3 - Schéma výkonovej časti.

Obrázok 4 - Časový diagram prerušovača.
Prax ukázala, že pri reálnom tyristore uvažovaný výkonový obvod (obr. 3) pri použití s dostatočne výkonnými transformátormi nie vždy spoľahlivo spína prúd primárneho vinutia pri skrate v sekundáre (režim činnosti spotter). Pre spoľahlivé uzamknutie tyristora musí byť na jeho výkonové výstupy privedené spätné napätie. Požadovaná hodnota a trvanie spätného napäťového impulzu závisí od prúdu, ktorý pretekal tyristorom pred prepnutím. V uvažovanom výkonovom obvode nie je spätné napätie aplikované na tyristor, takže pri práci s vysokými prúdmi nie je vždy zablokované. Takže v prípade transformátora jedného výkonu všetko funguje, s výkonnejším - už nie.
Jedným jednoduchým riešením problému je použitie polovodičových relé. V tomto prípade bude časovač ovládať polovodičové relé. Relé sa volí podľa prúdu a napätia, počtu fáz (jednofázové), musí byť určené na spínanie striedavého prúdu aktívnej indukčnej záťaže.
Obrázok 5 - Obrázok polovodičového relé.

Obrázok 6 - Aplikácia polovodičového relé v spotteri.
Súbory k článku:
spotter_002.zip (210 kb) - pečate, firmware, model v Proteuse, schéma + zoznam prvkov.
Pridané:
002_for_ca.hex (948 b) - firmware regulátora pri použití indikátora so spoločnou anódou.
Vyššie popísaný časovač bol vylepšený. Základné princípy činnosti zostali rovnaké, pribudlo odpájanie riadiaceho signálu, eliminovalo sa vyblednutie dynamickej indikácie pri vydávaní riadiaceho impulzu.
Komentáre
| #46 Uverejnil admin | 04.11.2015 |
| Alexey, ahoj. Uhlie som neskúšal. Teoreticky v dôsledku veľkého odporu uhlia bude zvárací prúd menší. Ale samotné uhlie sa zahreje a roztaví kov. Ak je prúd nedostatočný, môžete sa pokúsiť zvýšiť sekundárne napätie. | |
| #45 správa od Alexeyho | 03.11.2015 |
| Ahoj! Chcem zostaviť váš obvod, povedzte mi, či má schopnosť pracovať s uhlíkovou elektródou na ohrev kovu? Alebo ako je možné to realizovať sami? | |
| #44 správa od admina | 02.11.2015 |
| Ak potrebujete urobiť 3 sekundy, môžem prerobiť firmvér pre tento hardvér z druhej verzie. Regulovať bude možné až do 10s a nebudú také nedostatky, ktoré sú v tejto verzii firmvéru (vyblednutie indikátora a pod.). Píšem v asm. | |
| #43 správa od Romana | 30.10.2015 |
| Dobrý deň. Je možné zmeniť trvanie impulzu na 2-3 sekundy. V akom jazyku bol napísaný program MK? Môžem získať zdroj? | |
| #42 správa od alexa | 24.09.2015 |
| Urobím to, milujem to! Povedzte mi, čo je pripojené ku konektorom na schéme k 8. kolíku MK a kolektoru tranzistora? | |
| #41 správa od andreyho | 08.09.2015 |
| niekto vyhodi spravne nastavenie poistiek v programe avrdude | |
| #40 správa od admina | 08.06.2015 |
| Prečo navyše? Je to v zozname a na schéme, na kabeláži je miesto. | |
| #39 správa od Alexandra | 05.06.2015 |
| To znamená ďalší SMD, ktorý je 0,1 mikrofaradu?) | |
| #38 správa od admina | 04.06.2015 |
| Dobrý deň. Pod C3 (ktorý sa drží nôh 8-10) sú odpovede. Ale je tu jeden SMD - C7. | |
| #37 správa od Alexandra | 03.06.2015 |
| Dobrý deň Ďakujem za schému, všetko som poskladal, ešte som to nekontroloval, ale v tvojej schéme a v zozname dielov je ker.kond 6. A na plošnom spoji je ich len 5, resp. niečo zle pochopiť? Konkrétne K10-17b 1nF 50V v polohe C3, kde to zavesiť? Na doske nie je žiadna diera (Ďakujem! | |
Takže kontaktné zváranie sa objavilo v mojom arzenáli.
Dôvodom bol transformátor z mikrovlnnej rúry, vyhodený do koša, ale doslova zachytený za letu a starostlivo dodaný na diagnostiku.
Vonkajšie preskúmanie ukázalo, že primárne vinutie je vyrobené z hliníkového drôtu. A prvou túžbou bolo obnoviť prerušený let na smetisko. Ale niečo mi hovorilo, ale nejako to fungovalo, aj keď to bol hliník ...
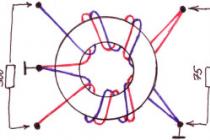
Opatrne sa zbavte sekundárnych vinutí. Navinul som 4 otáčky montážneho drôtu. A dostal tieto výsledky:
- Sieťové napätie 234V.
- Napätie sekundárneho vinutia je 3,76 V (0,94 V na otáčku).
- Potom má primárne vinutie 249 závitov.
- Prúd (x.x.) primárneho vinutia 2,4A je o niečo viac ako pol kilowattu na rozptyl.
Naviniem 4 otáčky sekundáru, ale s mäkkou pneumatikou 32 mm ^ 2. Skrátim sekundár, na autobus zaháčkujem svorky na meranie skratového prúdu. Zapínam ... digitálny tester, ktorý meria prúd v primárnom vinutí, dokázal ukázať prúd 17A a stratil poistku. Rýchlo prevybavený novým 50A prístrojom zapínam.
Výsledky obrázkov:
![]()
Primárny prúd 26A
Napätie na svorkách primárneho vinutia je 215V (v sieti 235V, strata na linke 20V).
Teda niekde okolo 5 kilowattov čistej energie (500W strata výkonu).
Prístroj ukázal sekundárny prúd 902A. Samozrejme, nemôžem ručiť za správnosť svedectva (tento Číňan má limit 400 A), ale na základe toho, čo je k dispozícii, sa ukazuje, že 902 x 3,76 = 3,4 kW.
To znamená, že k 500W sa pridalo 5 ďalších - 3,4 = 1,6 kW. A tieto 1,6 + 0,5 = 2 kW jednoducho ohrievajú vinutia. V skutočnosti sa sieťové vinutie zahreje z 30 * C na 75 * C za 2 sekundy prevádzky pri skrate. Pravda, je to len s trvaním 2 sekúnd, v praxi to ešte nebolo aplikované. V podstate pracuje s časovačom 0,02 s.
Tu je v skutočnosti celá diagnóza. Ešte dodám, že som robil merania so šiestimi otáčkami sekundára. Ale spotreba energie v sieti bola nižšia (22A a 217V), zjavne ovplyvnená faktorom plnenia okna transformátora. V poslednej verzii so štyrmi zákrutami sa ukázalo, že je vyššie.
Takmer som zabudol, celková sila ukázalo sa: (3,4 + 5,6) / 2 = 4,5 kW
Ďalšia zárubňa vyšla s izoláciou sekundáru, od železa transformátora. Je potrebné vziať do úvahy, že teplota vinutia môže byť významná a osobitná pozornosť sa musí venovať typu izolácie. V mojej verzii som použil obyčajnú maskovaciu pásku. Ostré rohy ale zakryl sklolaminátom.


Izoloval som aj vnútorné strany okna so zvyšnými tesneniami od natívneho sekundárneho vinutia.


Snímač teploty (bimetalický) je inštalovaný medzi vinutiami. Má vypínaciu teplotu 80*C. Zapína sa pri 56*C. V budúcnosti aplikujte DS1821, prekáža zotrvačnosti a môžete si nastaviť aj požadovanú teplotu a hysterézu. Ale neviem, ako sa to bude správať v silných magnetických poliach.
Celá konštrukcia je namontovaná v puzdre Z-2A
Svorky sú pripevnené k medeným platniam vyrobeným z 2 mm hrubého medeného plechu.

Medené platne sú navzájom spájkované, aby sa zvýšila spoľahlivosť upevnenia. Samotné platne sú prilepené ku korpusu lepidlom, len aby sa pri montáži zafixovali. Hlavné upevňovacie prvky sú vyrobené zo sponiek. Tiež pomocou konzol sú svorky sekundárneho vinutia pritlačené (elektrický kontakt) na medené dosky.
Vlastnosti softvérových riešení:
- Synchronizácia so sieťou je teraz v plnej perióde (20 ms).
- Dynamická indikácia segment po segmente (chcel by som vidieť výhody).
- Ovládanie nastavení pomocou tlačidiel +/-.
- Rýchlejšie rolovanie hodnôt pri podržaní tlačidla.
- Ochrana proti opakovanému zapnutiu pri držaní pedálu.
- Uloženie požadovanej hodnoty do pamäte MK na vypnutie napájania.
- Ochrana proti prehriatiu vinutia transformátora.
- Udržiavanie výkonu od 100V sieťového napätia.

Očistila som konce a skúšala na špičkách - voľne viseli na drôte. 
Určite tu niečo nie je v poriadku a naozaj som na to chcel prísť.
Niekoľko medených drôtov som presnejšie zmeral sovietskym mikrometrom - vyšiel priemer 0,365 mm
A pohodlne sa usaďte, aby ste ich spočítali... 
Napočítaných 433 kusov
Jednoduchými matematickými výpočtami bol skutočný prierez kábla určený ako 45 mm2.
Nestačí, nestačí!
Ako to je, veď som na vlastné oči videl štítok na kábli? A takto sa klamú dôverčiví kupci. V mnohých špecializovaných predajniach predajcovia pri kúpe kábla a drôtu dokonca žiadajú poctivý prierez (podľa GOST) alebo podhodnotený (podľa TU). Okrem toho je podhodnotený aj prierez párnych drôtov podľa GOST - bol opakovane kontrolovaný. Splietané drôty podceňujú viac ako plné drôty, pretože. je ťažké skontrolovať ich skutočný prierez. V tomto prípade bol vodič PuGV 1x50 s už podhodnoteným prierezom podpísaný ako PuGV 1x70.
Takže skutočný prierez drôtu je 45 mm2, čo je stále málo pre takýto transformátor. Nebolo možné rýchlo nájsť meter drôtu so skutočným prierezom 70 mm2, tak vyskúšam, čo mám (potom to možno prerobím). Tiež som sa rozhodol nemeniť tipy, pretože. Nebudem ich lisovať, ale spájkovať.
Proces spájkovania takýchto hrubých drôtov doma nie je triviálna úloha, takže podrobnejšie opíšem, ako sa to robí.
Vezmite najsilnejšiu dostupnú spájkovačku a odložte ju - nebudete ju potrebovať :)
Túto spájkovačku však môžete vyskúšať.
Asistent na zvýšenie počtu rúk je veľmi žiaduci. Nanešťastie mi nikto nepomohol, takže proces nebol taký pohodlný, ako by mohol byť, a samozrejme som pri tom nefotil - moje ruky boli veľmi zaneprázdnené, musím to opísať slovami :)
Spájkovanie bolo vykonané čínskym plynovým horákom stredného výkonu (deklarovaný 1kW) 
Miesto spájkovania bolo zvolené v súlade s požiadavkami požiarnej bezpečnosti mimo horľavých materiálov.
Konce drôtov som vyčistil okrajom, aby izolácia v blízkosti špičiek veľa nehorela. 
Predtým som nasadil teplom zmršťovacie bužírky, aby som neskôr izoloval spájkovacie body. 
Transformátor sa zdvihol a upevnil vyššie, ohol drôty vertikálne nadol - v tejto polohe musia byť spájkované. Drôtik navlhčím tavidlom, nasadím hrot, drôtiky trčiace v kontrolnom otvore zahnem tak, aby hrot zostal na drôte. Drôtik s poctivým prierezom aj tak neodletí, keďže sa do hrotu vkladá značnou silou.
Hrot spolu s drôtikom zohrejem na teplotu cca 220-230g (asi za 1 minútu) a do medzery vpichnem spájkovací drôt POS61, ktorý sa roztopí a vyplní všetok voľný priestor. Trvá to ďalších pár minút, kým sa hrot naďalej mierne zahrieva. Akonáhle sa pájka objaví v kontrolnom otvore, prestávam spájkovať a pomaly všetko chladím. Druhý drôt bol spájkovaný rovnakým spôsobom 
Ďalej som vytiahol rúrky na špičky a stlačil ich sušičom vlasov v dvoch vrstvách. 
Pre maximálny prenos výkonu by napájacie káble nemali byť príliš dlhé, ale veľmi krátke drôty sťažujú proces zvárania. Moja dĺžka vyšla na 35cm, dalo sa to skrátiť. 
Pre ľahké spustenie som pripevnil tlačidlo na napájacom kábli vedľa hrotu (vidno na fotografii)
Na zváracie batérie som vypílil medené elektródy z 2mm platní 
A priskrutkoval ho na miesto 

Displej je veľmi krehký, pri inštalácii je žiaduce ho lepšie chrániť, toto som nerobil, možno to neskôr prerobím. 
Prvá vec, ktorú som skontroloval, bola niklová páska. 
Šírka 6mm, hrúbka 0,14mm a dĺžka 500mm
Prierez je 0,84 mm2, nameraný odpor je 0,051 Ohm, špecifická vodivosť je 0,086 Ohm * mm2 / m, čo zodpovedá niklu.
Vodivosť niklu je 5-krát menšia ako meď, čo spolu s malým prierezom tejto pásky neumožňuje jej použitie na montáž batérií výkonného elektrického náradia. Pre takéto zostavy je potrebné použiť pásku 10x0,2 mm s prierezom 2 mm2 alebo batérie spravidla spájkovať medeným vodičom s prierezom 1 mm2 alebo viac (čo zvyčajne robím).
Testovanie zváracieho ovládača a samotného zvárača
Limity úprav:
Trvanie impulzu 10-200 ms, štandardne 40 ms
Počet impulzov 1-10, štandardne 2
Posun impulzu od nuly: 0-10 ms, štandardne 2 ms
Pauza medzi impulzmi sa rovná trvaniu impulzu
Prevádzkový režim sa po vypnutí neuloží, ale predvolené nastavenia môžete prepísať podržaním tlačidla kódovača na 10 sekúnd.
Neexistujú žiadne predvoľby a profily, ale vzhľadom na malý počet nastavení nie sú potrebné
Po stlačení tlačidla štart sa na indikátore napíše WELDING (zváranie), 3x zaznie hlasný varovný signál, potom pokračuje samotné zváranie a na konci zaznie 2x signál ukončenia zvárania.
Zelená LED na doske indikuje pripravený režim. Počas procesu zvárania zhasne.
Ako v každom podnikaní, na dosiahnutie normálneho výsledku sú potrebné zručnosti a školenia. Kontaktné zváranie má svoj vlastný rozsah a s tým treba počítať.
Nepokúšajte sa hneď variť nové drahé batérie, pretože. je príliš veľká šanca ich zničiť. Cvičte so starými alebo poškodenými batériami, aby ste našli tvar elektródy, upínaciu silu a režimy zvárania.
Trochu teórie.
Špecifický výkon v bode kontaktu je (I x U x T) / S
T (trvanie impulzu) je možné zvoliť v parametroch regulátora
U (napätie v mieste kontaktu) závisí od transformátora a prechádzajúceho prúdu
I (prúd) závisí od transformátora, elektród, prítlačnej sily v mieste kontaktu
S (kontaktná plocha) závisí od tvaru elektród a sily ich stlačenia
Ako vidíte, ovplyvňujúcich parametrov je pomerne veľa, takže ich musíme selektovať.
Napríklad by ste sa nemali pokúšať robiť tupé elektródy alebo na ne silno tlačiť, pretože. napriek vysokému prúdu bude napätie v mieste dotyku veľmi malé a prirodzene nedôjde k normálnemu ohrevu. Zváracie body by ste tiež nemali rozťahovať príliš ďaleko, pretože. prúd nebude schopný dosiahnuť požadovanú hodnotu kvôli vysokému odporu medzi kontaktmi.
Vďaka synchronizácii impulzov so sieťou je opakovateľnosť zvarových bodov pomerne vysoká. Všetky testy sú viazané na konkrétne zariadenie – na druhej strane sa výsledky môžu prirodzene líšiť.
Batériové zváranie v rôznych režimoch (zľava doprava)
1/10 1/20 1/40 2/40 2/60
najprv príde počet impulzov, potom trvanie impulzu 
Optimálna hodnota je 1/40.
Zváranie na batérie AAA, režim 2/20 
Zváranie sponkami 
Nižšie je zobrazené, ako nie varné batérie :) 
Tupé elektródy a vysoká upínacia sila. 
V tomto prípade sa energia neuvoľňuje v mieste kontaktu, ale v samotnom drôte - prirodzene sa nič nezvára a doska ľahko odletí 
Zváranie batérie v jednom bode tupými elektródami (jedna elektróda na batérii, druhá na platni)
Existujú 2 body kvôli zváraniu 2 krát 
Zároveň sa batéria príliš ľahko prepáli a zváranie nedrží. 
Ak je naozaj potrebné normálne zváranie do jedného bodu - jednu elektródu urobte tupou - a silnejšie ju pritlačte k batérii, aby sa v tomto mieste nevytváralo teplo.
Vyhorenie v režime 2/60 
Prehriatie môže narušiť tesnosť batérie, čo je neprijateľné.
Zváranie na nesprávnom mieste na bočnom povrchu 
Vľavo - režim 1/40 ms, vpravo 2/60 ms (prepálenie)
Na bočnom povrchu zvnútra nie je žiadna ochranná podložka a zváranie môže poškodiť kotúč batérie.
V procese zvárania batérií sa transformátor a triak nestihnú zahriať, ale ak sa použije výkonnejší transformátor a zváranie je intenzívne, môže byť potrebné nútené chladenie
Výrobca si želá.
1. Pridajte režim zvárania bez prípravného oneskorenia (pre nožné ovládanie)
2. Pridajte režim zvárania podržaním tlačidla (na zváranie masívnych prvkov s dlhou expozíciou)
3. Poskytnite možnosť vypnúť hlasné pískanie (aspoň pomocou prepojky)
4. Na doske zmeňte striedanie kontaktov na displej (tak, aby sa zhodovali)
5. Nastavte stupnicu nastavenia trvania impulzu na dve zóny, napríklad od 10 do 100 ms - v prírastkoch 1 ms, nad 100 ms - v prírastkoch 10 ms
Záver: regulátor fungoval dobre a možno ho odporučiť na používanie
Fluff odmietol fotenie - straší ho podozrivý kus železa s hrubými drôtmi.
Tovar bol poskytnutý na napísanie recenzie obchodom. Recenzia je zverejnená v súlade s bodom 18 Pravidiel stránky.
Plánujem kúpiť +97 Pridať k obľúbeným Páčila sa recenzia +136 +240